
模具钢,以材料硬度高、加工难度大著称,且材料价格是普通钢材4-5倍。一直以来,模具钢的生产商对选用切割的锯条十分谨慎。“切一刀卖出去,赚钱;切一刀,切斜,卖不出去,亏钱。”因此很多加工制作商不得不选用高价的国外品牌锯条。
模具钢
在湖南长沙望城,有这样一家公司,创立20年以来,一直专注于锯切产品的研发,生产、销售以及锯切技术服务,创立带锯条自主品牌,打破了国外带锯条品牌的长期垄断,它就是——湖南泰嘉新材料科技股份有限公司(以下简称“泰嘉股份”)
2022年7月份,泰嘉股份华南区域服务中心接到经销商反馈:东莞某制造公司(以下简称“用户”)正在使用某进口品牌的带锯条锯切模具钢,但该用户反应,带锯条在使用过程中不稳定,经常出现切斜的情况,用户希望找到一款更适合的带锯条锯切现有材料,且寿命要更长、性价比更高,以便降低成本、提高效率。
根据前期调研,用户锯切的主要材料为大尺寸模具钢2738H、XPM、2343、EX55、P20等多种规格的材料,硬度范围30-42HRC。鉴于用户对带锯条高性价比的预期,泰嘉股份技术人员经过多次分析和探讨,决定使用泰钜系列涂层磨齿型产品MTCUT-SHD 80*1.6-1/1.5-13000mm进行试切。

锯切现场
在锯切现场,泰嘉股份技术人员认真对锯床的工况进行了诊断,对张紧力、线速度、锯条磨合方式等重要参数进行了调整优化,尽力排除锯切过程中的干扰因素。
锯切参数如下:
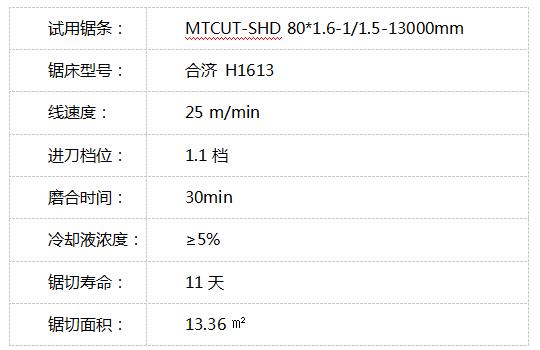
试切数据表明,在同一工况下,泰嘉带锯条锯切面积达13.36m²,锯切天数为11天,使用寿命较之前提升48%以上。

切断面
|
泰嘉股份技术人员还根据现场使用情况给出了一系列锯切建议,具体如下: 1、及时调整钢丝刷位置,对锯带齿沟部位铁屑进行清理; 2、导向臂间距比被切削材料的宽度宽约40mm为宜,减小锯切时的振动,使锯条运行更加平稳,提高锯切精度和锯切面平整度; 3、使用金属切削加工液,降低锯条磨损,提升锯切寿命及加工精度; 4、对易损的锯轮、合金块、导向轮定期进行检测维修,减少因设备不良对锯条寿命、锯切质量的影响。 5、建议使用锯条厚度的楔铁敲入,防止锯缝夹锯而损坏锯条。 这就是泰嘉股份技术团队,通过现场考察、分析后,对锯切环境进行最佳优化,在大尺寸模具钢锯切中,真正瞄准锯切难题,为用户降本增效,实现双方共赢。 |









